S-DBR (Simplified Drum Buffer Rope)
Simplified Drum Buffer Rope(シンプリファイド ドラム バッファ ロープ)、略して「S-DBR(エス・ディービーアール)」は、受注生産環境向けのTOC(制約理論、制約条件の理論)のソリューションです。
チャレンジ
市場を制約として選べば、受注生産環境において用いるべきパフォーマンスの評価基準は、納期遵守度と見積リードタイムの短さです。あなたが受注生産環境に属しているとして、先週の納期遵守率がいくつだったかご存知でしょうか。もし、はっきりとした数字が分からない、または、99%以上でないとすれば、改善の余地はあります。目標とすべき状態は、「自社は”信頼できる(製品・納入について合意したコミットメントを全て満たす)”企業として認知される。見積リードタイムには競争力があり、納期内に供給できる」です。
しかし、上記を達成することは容易ではありません。なぜでしょうか。
必要な時にリソース(機械、作業者)が使えないことが多い
- 優先順位がころころ変わる
- 原材料/部品を適切な時に用意することが難しい
- 仕掛在庫が多い
- 督促が多すぎる
- 残業が多すぎる
S-DBRで解決しようとするのは、まさに上記の問題です。
制約によってフローを決める
下の図を見てください。容器内を通過するビーズのスピードはどこで決まるでしょう?出口です。もし出口のスピードよりも入口のそれの方が大きいと、容器内にビーズが停滞します。生産でも同じことが言えます。工場内にオーダーが数多く入り過ぎると、優先順位が分からなくなり、個々の工程では効率を重視せざるを得なくなります。その結果リードタイムも長期化し、納期遵守率も悪化します。
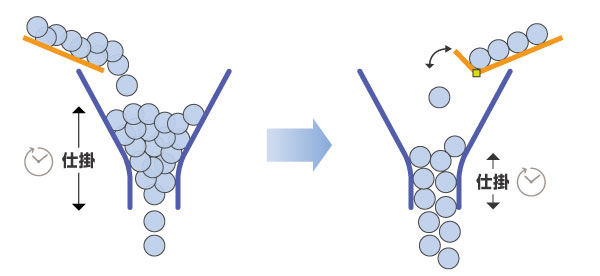
容器を通過するビーズのスピードが出口で決まるのと同じく、工場の生産フローを決めるのは顧客オーダーの納期であり、それ以上のペースでオーダーを投入しても弊害が大きくなるだけです。従って、顧客オーダーの納期を起点に”その時点で入っているべき”オーダーだけが工場に投入されている状態を実現する必要があります(このように顧客オーダーの納期が起点となり、工場の生産ペースを決めることをドラムと呼びます)。
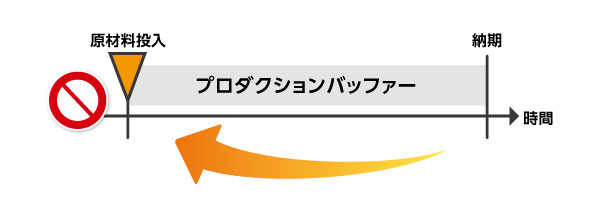
そのための手段として”プロダクションバッファー”を用います。製品群ごとにプロダクションバッファーのサイズを設定しておき、対応する顧客オーダーの納期を起点にバッファーのサイズ分だけ遡って「材料投入許可日」を決定します。そして、この日よりも早い材料投入を禁止します(このような投入制限のことをロープと呼びます)。
制約はバッファーで保護する
プロダクションバッファーとは、材料が移動し完成するまでの時間を割当てた”時間間隔”であり、その役割は顧客オーダーの納期を守ることです。工場には変動要因(機械の故障、作業時間のバラツキなど)がつきものです。従って、生産計画を立案する時点でこれらに備えておく必要があります。
バッファーとは保護メカニズムであり、我われは”本当に重要な箇所”にのみ、それを設置する必要があります。本当に重要な箇所とは、すなわち制約のことであり、ここでは顧客オーダーの納期です。普段、ある目的地に約束した時刻までにたどり着くためにどうしているでしょうか。予め確実に間に合いそうな時間を見積り、その時間に合わせて行動を開始しているはずです。プロダクションバッファーの理屈も同じです。
プロダクションバッファーは、下の図のように緑、黄、赤の3つのゾーンに3等分されます(納期以降は黒)。プロダクションバッファーのサイズは工場内の保護能力を決めるだけでなく、市場への見積リードタイムにも影響を与えます。従って、そのサイズ決めは非常に重要です。

赤ゾーンの長さは、たとえそのオーダーが先頭工程にいたとしても特急扱いで流せば納期に間に合うだけの時間(いわゆる最短生産時間)が少なくとも必要です。従って、バッファー全体としてはその3倍の時間となります。
一般に、生産リードタイムに占める”タッチタイム(正味処理時間)”の割合は非常に小さく、生産リードタイムの大部分は現場での”待ち時間(バッチの完了待ち、機械待ち、他の部品待ち等)”というのが現実です。そのため、上記の基準に従いバッファーサイズを算出すると短くなり過ぎることもあります。経験上、プロダクションバッファーの初期値は現在の生産リードタイムの半分以上はとらなければなりません。なおMRPを使用している場合は、MRPに記録した生産リードタイムの計画値を初期値に使えばよいでしょう。
バッファーを使ってフローを管理する
生産計画を通じて、顧客オーダーはそれぞれ生産指示(ワークオーダー)に変換されます。1つの顧客オーダーが複数の生産指示に分けられることもあるし、複数の顧客オーダーが1つの生産指示にまとめられることもあります。いずれにしても、顧客オーダーの納期を守るためには、すべての生産指示を確実に納期通りに完了させなければなりません。
材料投入が適切に行われたとしても、現場の作業員が作業の優先順位を間違えるといくつかのオーダーで納期遅れが発生するかもしれません。また、工場内の変動要因の影響により加工が計画通りに進まないオーダーも出てくるでしょう。このような場合、当該オーダーに対する優先度が高められ、作業員がその優先順位に従って間違いなく加工を行えるようにしなければなりません。
砂時計
そのための仕組みとして”バッファーマネジメント”を用います。顧客オーダーの納期からプロダクションバッファー分だけ遡って決められた生産指示の開始日を過ぎた瞬間から、時間が経つにつれバッファーは消費されていきます(砂時計をイメージするとよいでしょう)。生産指示の状態は、バッファーの消費レベルに応じて 緑→ 黄→ 赤→ 黒の順に変化していきます。顧客オーダーと生産指示のリンクを確立させていれば、現場での作業の優先順位はバッファーの色に従う(黒>赤>黄>緑)だけで自動的につけることができます。
赤ゾーンの生産指示は督促の対象であり、マネジメントは遅れ回復の是正措置をとらなければなりません。と言っても、赤ゾーンに入った時点でも納期内に完成させるだけの時間は残されており、従来よりも早めに是正措置をとることができます。
上記の色分けシステムが定着した後、バッファーの色が変化した際の統計データを収集することで下図のようなレポートを作成することができます。
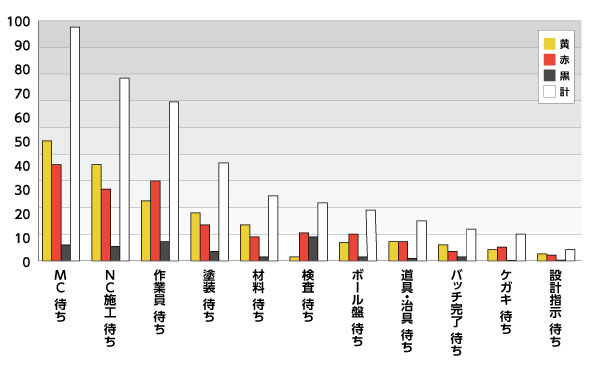
工場の業績向上のためだけではなく、従業員のモチベーション向上という見地からも、現場の”改善活動”の存在は非常に重要です。しかし、「最近は停滞している」、「テーマを決めてやってはいるが、担当者の意識によって差がある」という職場も少なくありません。
自分たちの活動とその成果が直結していなければ、主体的に改善活動を続けていくことは難しいものです。従って、「より大きな成果をもたらす改善ポイント」を見つけ、「実施した改善策が全体のパフォーマンスに与えた貢献度」を物理的に把握できるようにする必要があります。上記の”バッファー統計データ”と”オーダーの色の分布状況”をモニタリングすることによって、より効果的に改善活動を行うことができるようになります。
また、バッファー統計データは”CCR(Capacity Constraint Resource:キャパシティ制約リソース)”を特定する際の参考資料にもなります。生産フローを安定させた後、受注増加によりCCRが露見すれば、”計画負荷”という概念を用いて負荷コントロールの仕組みを構築することができます。
期待成果
受注生産環境に対し、TOCのソリューション(S-DBR)は次のことを提供します。
- 納期順守率の素早い改善
- 生産リードタイムの短縮
- 仕掛在庫の削減
- 余剰キャパシティの顕在化 /残業時間の削減
- 納期回答スピードの短縮
- 部門間のコミュニケーション向上